Kynning á vöru

Helstu virkni:
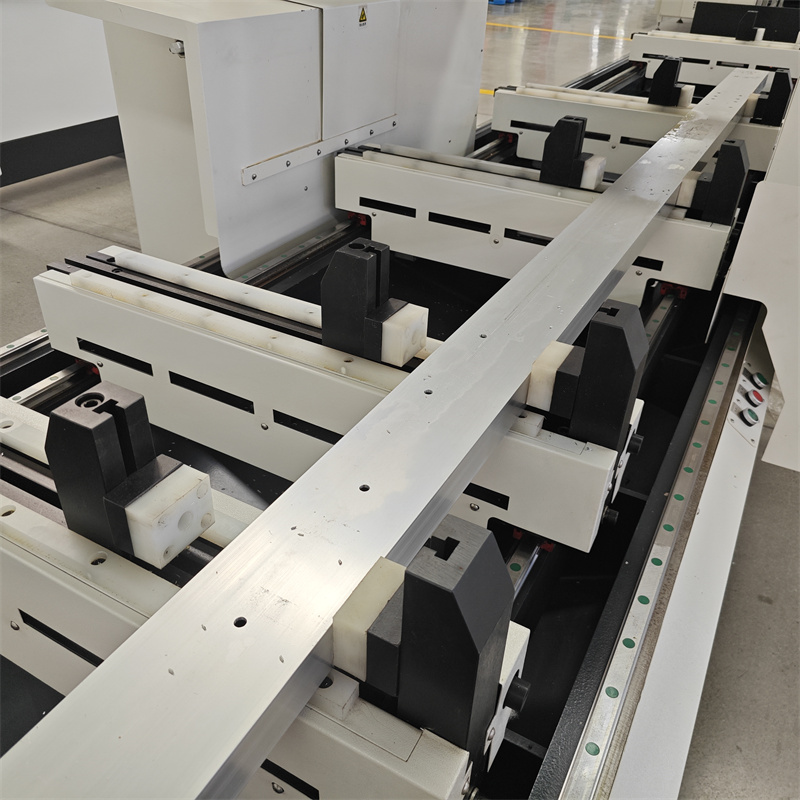
1. Það er hentugt til að vinna úr festingargötum, vatnsrifum, læsingargötum og lagaðum götum í ýmsum álprófílum.
2. Hægt er að vinna úr öllum holum og rifum á sama vinnslufleti í einni klemmuaðgerð, sem hefur afar mikla vinnuhagkvæmni.
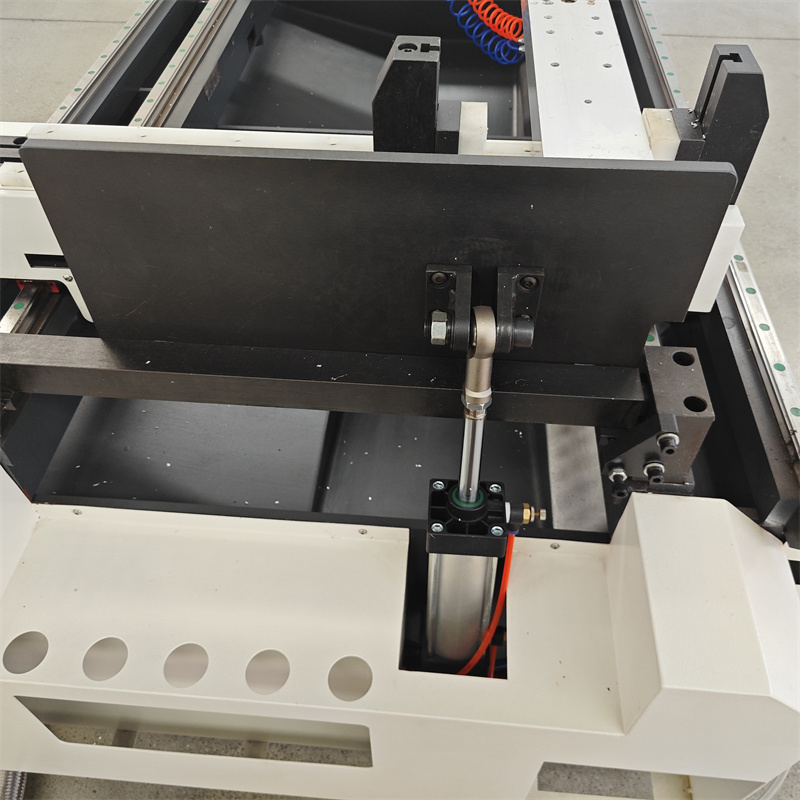
3. Vinnuborð: Færanlegt vinnuborð; loftknúið klemmukerfi, vinnuborðshæð 800 mm frá jörðu.
4. Búin með 6 stöðva færanlegu snúningsverkfæratímariti og sjálfvirkri verkfæraskiptingu.
5. Stýrikerfi: Notið þýska PA CNC stjórnandi.
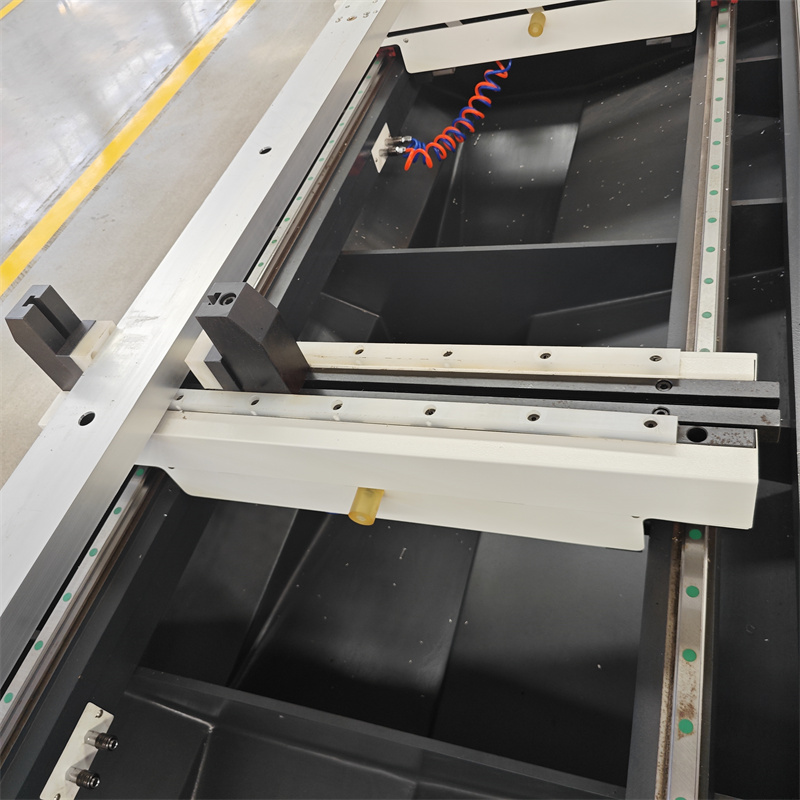
6. Sjálfvirkt smurningarkerfi: sjálfvirk smurning með hléum í miðju hreyfibúnaðarins;
7. Kælingaraðferð verkfæra: olíuþokukælikerfi er notað.
8. Tvö sett af endastaðsetningarbúnaði: með því að nota snúningsplötu fyrir staðsetningu X-ássins, má skipta í fram- og aftari tvöfalda vinnslustöð.
9. Stillingaraðgerð verkfæra: Snælduverkfærið stillir sjálfkrafa lengd verkfærisins og uppfærir hana samkvæmt forritinu;
10. Öryggisvernd: skvettuvörn; viðvörun um vinnu; verndun vinnusvæðis o.s.frv.;
Helstu tæknilegu breyturnar
| Efni | Eining | Færibreyta | |
| Vinnslustærð | X | mm | 6500 |
| Y | mm | 600 | |
| Z | mm | 300 | |
| Nákvæmni vinnslu | staða | mm | ± 0,1 |
| Endurtaka staðsetningu | mm | ±0,05 | |
| Lóðrétt borun og fræsingu | mm/mm | 0,1/100 | |
| Ójöfnur á yfirborði skurðar | um | Ra6,3 um | |
| Fóðrunarhraði | X-ás | m/mín | 80 |
| Y-ás | m/mín | 30 | |
| Z-ás | m/mín | 15 | |
| Tími til að skipta um verkfæri | S | 1 0 | |
| Snælda | Afl/hraði | kílóvatt/snúninga á mínútu | 2. september 4.000 |
| Servó mótor (Yaskawa, Japan) | X | K | 1,80 |
| Y | K | 1.3 | |
| Z | K | 0,85 | |
| R (verkfærablað) | K | 0,4 | |
| Handfang | ISO30 ER25 | mm | Ø 16 |
| Stærð vélbúnaðar | mm | Lengd 7500 × Breidd 1800 × Hæð 1600 | |
| Stærð rafmagnsskáps | mm | 1200 × 1600 × 600 | |
| Nauðsynleg aflgjafi | aflgjafi | KVA | 13 kW 380V 30A |
| Loftþrýstingur | Mpa | 0,6~0,8 | |
Upplýsingar um vöru